您好,欢迎光临华勤硬质合金喷嘴,钨钢拉伸过线模具厂家
语言选择:  ∷
∷ 
∷ ∷ 
钢丝绳钨钢线嘴 厂家订制 钢丝绳钨钢线嘴 也通常被称为 钨钢过线模具是使用在钢丝等金属缆线产品制造中···

硬质合金 绕线机过线嘴 模具 硬质合金 绕线机过线嘴 模具大家都知道,它是一种小巧细小的零件,主要用···

硬质合金过线嘴 是 以超硬硬质合金或碳钢热处理为过线嘴的原材料,使用专业硬质合金加工设备精密磨削和抛···

硬质合金钨钢除磷轮 在 金属线材 的 生产 技术领域, 金属 原材料 生产 的 过程 中 产生 氧化···

江苏硬质合金钨钢过线模线嘴加工厂家 由于硬质合金比其它的钢材具有更好的耐热性和耐磨性,因此用硬质合金···

华勤钨钢过线模具用在拉伸和挤压机上,在压力器上通过模具制造出各种成型商品,模具作为工业制造的产品成型···

华勤钨钢魔鬼喷嘴高压清洗喷嘴魔鬼头喷头喷嘴

碳化钨扇形喷嘴钨钢扇形喷嘴是采用碳化钨作为原料精密加工而成的一种高耐磨损的碳化钨材料喷嘴,广泛的应用···

碳化钨喷砂机喷嘴替代进口喷嘴 碳化钨喷砂机喷嘴替代进口喷砂机喷嘴高性价比钨钢扇形喷嘴

硬质合金螺纹长嘴钨钢喷嘴 华勤硬质合金模具有限公司专注于 硬质合金螺纹长嘴钨钢喷嘴 及各种硬质合金喷···

带台阶硬质合金高压喷嘴

带侧口钨钢喷嘴 钨钢喷嘴的分类按用途来分可以分为: 一、用于 高压 工程机械 方面 的 钨钢 喷嘴;···
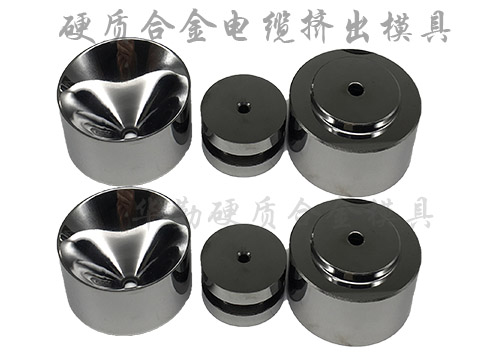
硬质合金线缆挤出模,即线缆模具,指各种电线电缆成型挤出的硬质合金模具。

钨钢挤出模具是指产品在产品在生产挤出环节需要使用到的模具,每个产品根据其不同的形状需要定制不同的挤出···

钨钢挤出模具是指产品在产品在生产挤出环节需要使用到的模具,每个产品根据其不同的形状需要定制不同的挤出···

钨钢挤出模具是指产品在产品在生产挤出环节需要使用到的模具,每个产品根据其不同的形状需要定制不同的挤出···

质合金异型机器零配件 是可以根据客户的零配件产品需要来定制加工的钨钢异型零件,有较强的耐磨性、耐腐蚀···

产品的形状不会就一定是我们市面所见的常见形状,有一些非常奇怪的形状产品,这种类型的产品在行业内统称为···

产品的形状不会就一定是我们市面所见的常见形状,有一些非常奇怪的形状产品,这种类型的产品在行业内统称为···
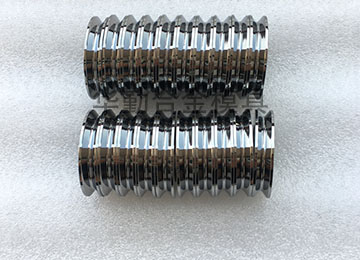
硬质合金钨钢除磷轮是用在金属拉丝工艺前段消除金属氧化层的一段除磷工艺上的硬质全金配件,华勤硬质合金模···

硬质合金钨钢辊轮模具的指的是在生产轮式产品需要使用到的成型模具,随着科技的发展,具有高熔点,高硬度,···
硬质合金轮模具的指的是在生产轮式产品需要使用到的成型模具,随着科技的发展,具有高熔点,高硬度,高强度···
硬质合金轮模具的指的是在生产轮式产品需要使用到的成型模具,随着科技的发展,具有高熔点,高硬度,高强度···
华勤硬质合金无缝钢管不锈钢管冷拉拉拔管模具 无缝钢管 不锈钢管冷拉拉管模具 应用在不锈钢和无缝钢管等···

钨钢拔管模具硬质合金拔管模具 拉拔系列产品主要包括硬质合金拉丝模,拉伸模。冲压模。冷热挤压模。粉末成···

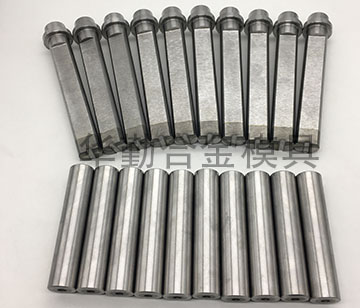
硬质合金拉管模具 拉管模具用在金属管材的拉伸生产制作的接管硬质合金模具 华勤硬质合金模具有 限公司背···

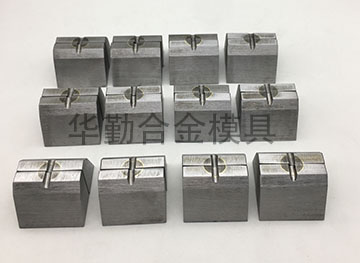
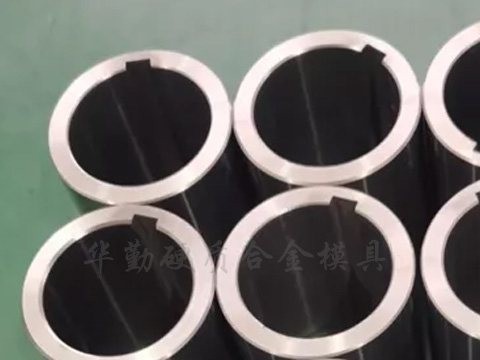
合金拉管模具是模具的一种,是采用合金材料制作的拉管模具,拉管模具也可以理解为拉拔结合的模具,是产品在···

合金拉管模具是模具的一种,是采用合金材料制作的拉管模具,拉管模具也可以理解为拉拔结合的模具,是产品在···

合金拉管模具是模具的一种,是采用合金材料制作的拉管模具,拉管模具也可以理解为拉拔结合的模具,是产品在···

硬质合金切刀模具是刀模的一种,是一种使用合金制作的刀模的一种,硬质合金模具广泛应用各种钢材产品生产,···
硬质合金切刀模具是刀模的一种,是一种使用合金制作的刀模的一种,硬质合金模具广泛应用各种钢材产品生产,···
硬质合金切刀模具是刀模的一种,是一种使用合金制作的刀模的一种,硬质合金模具广泛应用各种钢材产品生产,···
水泵行业硬质合金轴套 用于 石油设备 和 泵业 机械密封 的 轴承套 要求 耐磨 、 耐腐蚀 。硬质···

纺织设备硬质合金钨钢导向轴套 、导轴套管等纺织设备所用的硬质合金导轴套管。 其主要物理性能是满足纺织···

硬质合金轴和轴套 基本孔制用于轴承和轴的配合,基本轴制用于轴承和轴的配合。 1、根据GB307--8···
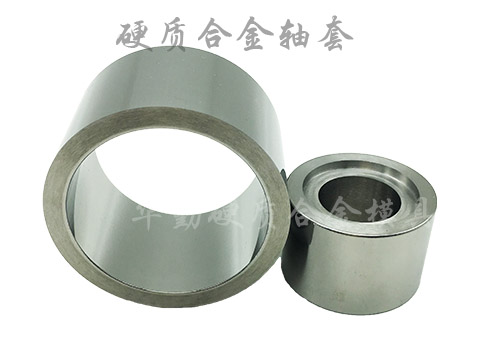
耐磨损硬质合金轴套圆环 轴套筒是一种套在转轴上的筒形机械部件,是滑动轴承的组成部分。通常情况下,轴套···

硬质合金钨钢带孔轴套 对于有腐蚀危险的场合,配合面必须有足够的耐蚀能力。腐蚀疤痕的配合面,例如,腐蚀···

硬质合金耐磨轴套 硬质合金耐磨轴套是用在机械等特种装备上承受高强度磨损和高温高压力的工作环境的一种硬···

硬质合金配件密封环 碳化钨等硬质合金材料有优良的性能,但是价格高,加工比较困难,限制了它的使用。为解···

钨钢环密封件 用于石化,油气,机械等设备的密封件。可以在高温,高压,腐蚀性液体环境中稳定动行的 钨钢···

平面 硬质合金密封环 。用于石化,油气,机械等设备的密封件。可以在高温,高压,腐蚀性液体环境中稳定动···

硬质合金钨钢阀座 硬质合金球阀的组成部分,是从传统的旋塞阀发展而来的,它的启闭机构是一个球体,它通过···

硬质合金阀球 或称钨钢合金球阀是从传统的旋塞阀发展而来的,它的启闭机构是一个球体,它通过球体绕着阀杆···

硬质合金圆球形阀芯阀座 硬质合金圆球形阀芯阀 座 用途广泛,它在实际工作中起到的作用和它的应用环境与···

硬质合金阀内配件又称钨钢阀芯配件和硬质合金阀芯。通常在承受强冲击或者是高温,高腐蚀的工作条件下,其共···

硬质合金钨钢旋流片 定制厂家,采用高硬度,高强度的硬质合金材料来加工的 硬质合金 钨钢 旋流 片具有···

硬质合金高压喷片 属于耐磨耐腐蚀材料领域,包括上固定块、下固定块以及设置在上固定块和下固定块之间的硬···
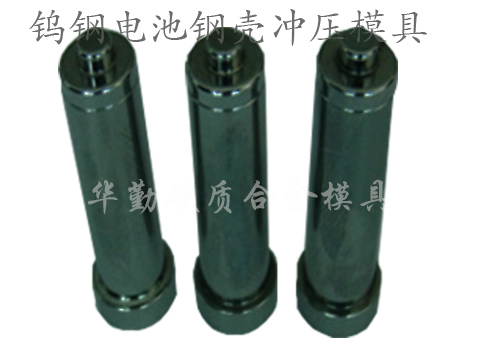
钨钢锂电池电芯钢壳冲压模具冲头 钨钢锂电池电芯钢壳冲压模具冲头 是用超硬的钨钢合金材料精密加工而成的···
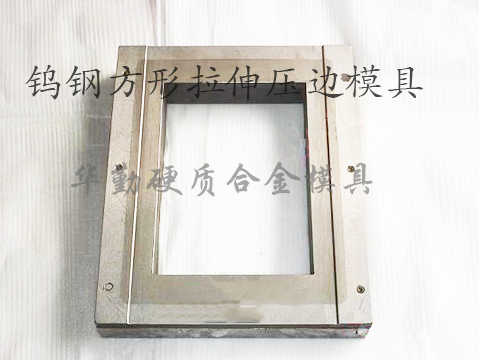
钨钢方形拉伸压边模具 钨钢方形压边伸模具 是用在金属拉伸过程中用于压方形底面压紧所用的钨钢模具,在拉···

钨钢高压锅拉伸变薄模具 钨钢高压锅拉伸变薄模具是利用液压机将高压锅成形板材放置在钨钢高压锅拉伸变薄模···
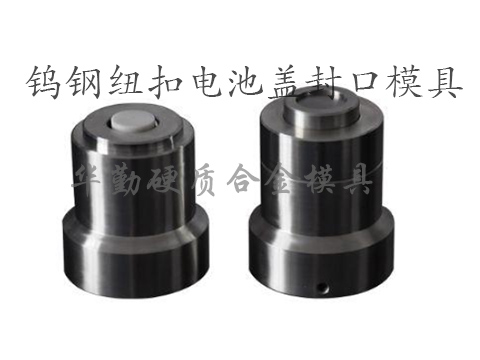
钨钢钮扣电池盖封口模具 钨钢钮扣电池盖封口模具 是利用钨钢模具的压合做成的模具可以达到长寿命,无裂痕···

钨钢多边形拉伸模具 硬质合金多边形拉伸模具厂家定制 钨钢多边形拉伸模具 金属被拉着穿过模孔时尺寸变小···
钨钢新能源汽车电池铝壳拉伸模具 硬质合金钨钢材料精加工而成,具有较强的硬度和较高的抗弯强度,耐酸碱腐···
硬质合金轴套是现在机械设备行业和水泵行业发展过程中必不可少的一种轴承搭配的机械零配件,其耐磨损,高硬度和抗腐蚀的特性已经成为工业应用非常广泛的机械轴套。...

合金钨钢模具的硬度取决于其制造材料和工艺。钨钢(硬质合金)是一种以钨为基体,通过添加钴、铬等元素制成的硬质合金,其硬度极高,可以达到HRA90以上的水平,具有出色的耐磨性和抗冲击性能。这种合金被广泛应用于一些高精度、高要求的冲压模具中。此外,还有其他类型的模具材料,如高碳钢、高速钢、不锈钢和铝合金等,它们...

钨钢模具是一种高硬度、高强度、耐腐蚀、耐高温且膨胀系数小的模具,通常采用钨钴合金制成。以下是关于钨钢模具的最新消息:第一;钨钢模具的生产技术不断提高:随着科技的发展,钨钢模具的生产技术也在不断进步。采用原生碳化物材质、低压烧结等特殊工艺,使得钨钢模具的韧性更好,使用寿命提高3-5倍。第二;钨钢模具的应用...

硬合金密封环 密封面在使用中会产生腐蚀、腐蚀、划伤、划伤、压痕等损伤,但当损坏达到一定程度后,密封面就不再密封,设备无法正常运行,报废,大部分法兰密封条无法拆卸,拆...
Copyright © 2021-2050 任丘市华勤硬质合金模具厂家 版权所有 地址:任丘市北汉乡赵家圪垯村 备案号:冀ICP备2021001745号 网站地图